




 |
Fraise en bout de fil de 25 mm fraise en carbure fraise en bout dents complètes
Détails sur le produit:
| Lieu d'origine: | Chine |
| Nom de marque: | BWIN |
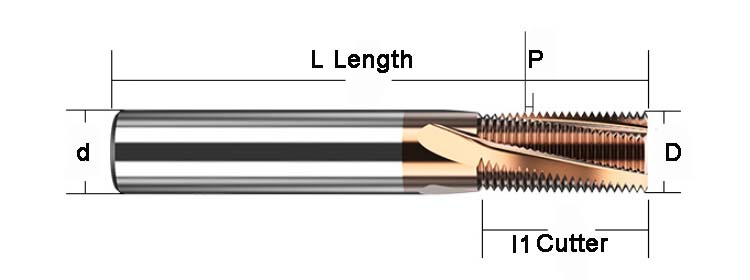
| Numéro de modèle: | M12x1.75-D9.8x30x75 |
Conditions de paiement et expédition:
| Quantité de commande min: | 1 pièces/boîte |
|---|---|
| Prix: | Negotiable |
| Détails d'emballage: | Boite en plastique |
| Délai de livraison: | 7 jours ouvrables |
| Conditions de paiement: | T/T, union occidentale |
| Capacité d'approvisionnement: | 1-10000 pièces 7 jours |
|
Détail Infomation |
|||
| Nom du produit: | Fraise à fileter en carbure 25 mm | Modèle: | Fraise à fileter en spirale 3flut |
|---|---|---|---|
| Matériel: | Fraise indexable en carbure de tungstène | Pièce: | Fonte/Acier/Inox/Aluminium |
| Usage: | fraisage | enrobage: | TiAICN |
| Angle de dent: | 55°, 60° | Caractéristique: | Haute résistance des dents de coupe |
| Application: | Fraiseuse | Forfait: | 1 pièces/boîte |
| Surligner: | Fraise en bout de filetage 25 mm,fraise en bout en carbure 25 mm,fraise en bout en carbure |
||
Description de produit
Fraise à fileter M12x1.75-D9.8x30x75 Fraise en bout de filetage en carbure à dents complètes revêtues de TiAICN
Détail rapide :
- Haute dureté
- Haute précision
- Bonne résistance à l'usure
- Bonne finition
- Forte résistance aux vibrations
- Longue vie
La description:
- Par rapport à la méthode de traitement de filetage traditionnelle, le fraisage de filetage présente de grands avantages en termes de précision et d'efficacité de traitement, et n'est pas limité par la structure du filetage et la direction du filetage.Par exemple, une fraise à fileter peut traiter une variété de filetages internes et externes avec différents sens de rotation.Pour les filets qui ne permettent pas une structure croisée ou en contre-dépouille, il est difficile de traiter avec les méthodes de tournage traditionnelles ou le taraudage, mais il est très facile à réaliser avec le fraisage CNC.De plus, la durabilité de la fraise à fileter est plus de dix fois voire des dizaines de fois supérieure à celle du taraud.De plus, il est très pratique d'ajuster le diamètre du filetage dans le processus de fraisage de filetage NC, ce qui est difficile à faire avec le taraud et la filière.
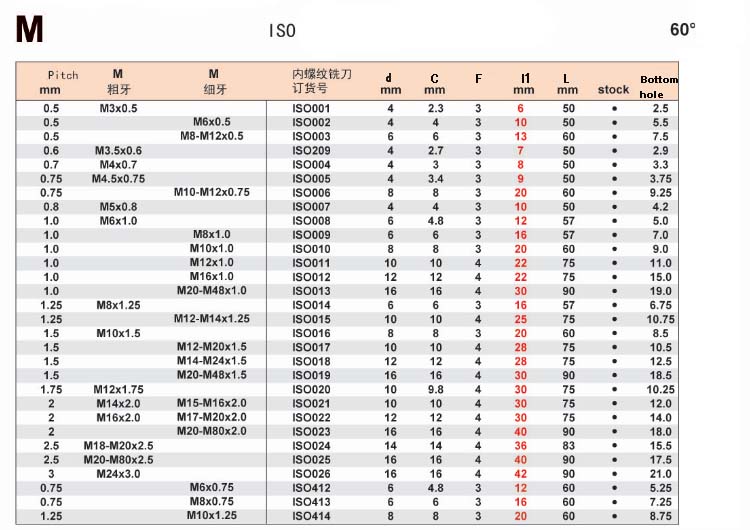
Spécifications :
|
Catégorie d'article
|
HRC45
(YG10X)
|
HRC55
(YL10.2 & WF25)
|
HRC60
(Allemagne K44 & K40)
|
HRC65
(Sandvik H10F)
|
|
Détails
|
Granulométrie 0.7um
Co10% Résistance à la flexion 3320N/mm2 |
Granulométrie 0.6um
Co10% Résistance à la flexion 4000N/mm2 |
Granulométrie 0.5um
Co12% Résistance à la flexion 4300N/mm2 |
Granulométrie 0.5um
Co10% Résistance à la flexion 4300N/mm2 |
|
Classification et avantage du revêtement
|
|||||
|
Article
|
Type de revêtement
|
AlTin
|
TiAIN
|
TiSiN
|
Naco
|
|
Caractéristique
|
Dureté(HV)
|
3300
|
2800
|
4300
|
42(AMP)
|
|
Épaisseur(UM)
|
2.5-3
|
2.5-3
|
3
|
3
|
|
|
Température d'oxydation (°C)
|
900
|
800
|
1000
|
1200
|
|
|
Coefficient de friction
|
0,35
|
0,3
|
0,25
|
0,4
|
|
|
Couleur
|
Le noir
|
Bronze
|
Bronze et or
|
Bleu
|
|
|
Avantages
|
Haute stabilité à la chaleur
|
Coupe normalement
|
Convient pour les coupes lourdes et les coupes à haute dureté
|
Pour une coupe de haute précision
|
|
|
Convient pour la coupe à sec à grande vitesse
|
Convient pour couper l'acier de moule, l'inox
acier |
Convient pour la coupe à haute dureté, le traitement de l'acier moulé
|
|||
|
Le plus approprié pour les outils de coupe en carbure, plaquette de tournage
|
|
|
|||
Remarquer:
- Manipulez avec soin pour éviter les dommages dus aux chocs.
- Le chargement et le déchargement de la fraise doivent être protégés par un chiffon pour éviter de se blesser les mains ou d'endommager le bord de la fraise en tombant.
- Pendant le fraisage, la fraise doit être complètement séparée de l'objet de travail avant de démarrer la machine pour éviter d'endommager la fraise en raison d'un impact sur l'objet de travail
- Plus la distance entre le bord de la fraise et la bobine est courte, mieux c'est pour réduire les vibrations de la fraise.La longueur de la fraise ne doit pas être trop longue
- Sélectionnez la fraise en bout correcte et appropriée pour fraiser l'objet de travail, et sélectionnez la vitesse de coupe et l'avance en fonction du matériau de l'objet de travail
- Lorsque les données de coupe ne sont pas claires, la vitesse d'alimentation (vitesse d'alimentation) doit être réduite pour les tests, puis les données de traitement doivent être progressivement corrigées pour obtenir l'effet de production idéal.Ne faites pas d'avances rapides susceptibles d'endommager ou de blesser la fraise.
Applications:
Acier pré-trempé, acier inoxydable, acier moulé, tôle d'acier, acier résistant à la chaleur, tuyaux, cuivre et aluminium, fonte, métaux non ferreux, bois, plastique, FRP et ainsi de suite.Opération polyvalente rainurage, fraisage, profilage.
![]()
FAQ
1. Usure des flancs ?Résistance à la coupe plus élevée, usure en entaille sur le flanc, mauvaise rugosité de la surface ou détérioration de la précision.
Nuances douces, Vitesse de coupe excessive, Petit angle de flanc, Faible avance.
Sélectionnez une qualité supérieure et résistante à l'usure, réduisez la vitesse de coupe, augmentez l'angle de flanc, augmentez l'avance.
2. Usure en cratère ?Puce incontrôlée, mauvaise qualité de surface, lors de la finition de l'acier au carbone de traitement à grande vitesse
Nuances douces,Vitesse de coupe excessive,Avance excessive,La force du brise-copeaux est insuffisante.
Passez à une qualité plus résistante à l'usure, réduisez la vitesse de coupe, réduisez l'avance, sélectionnez un brise-copeaux plus résistant.
3. Écaillage ?Fracture soudaine de l'arête de coupe (face et flanc de râteau), durée de vie de l'insert d'instabilité
Ténacité insuffisante, Avance excessive, Résistance du tranchant insuffisante, Instabilité de l'outil.
Sélectionnez une qualité plus dure, Diminuez la vitesse d'alimentation, Augmentez l'affûtage du tranchant (chanfrein à l'arrondi), Augmentez la stabilité et l'angle de réglage
4. Insérer une fracture ?Résistance à la coupe augmentée Mauvaise rugosité de surface.
Ténacité insuffisante, Avance excessive, Résistance du tranchant insuffisante, Instabilité de l'outil.
Sélectionnez une nuance plus dure, diminuez la vitesse d'alimentation, augmentez l'affûtage du tranchant (chanfrein à l'arrondi), augmentez la stabilité et l'angle de réglage.
5. Déformation plastique ?Variation de dimension Usure du nez, drapage de l'arête de coupe ou passivation lors du traitement de l'acier allié Mauvaise rugosité de surface
Qualité douce, vitesse de coupe excessive, profondeur de coupe et vitesse d'avance excessives, surchauffe sur l'arête de coupe.
Sélectionnez un matériau de coupe de dureté rouge plus élevée, réduisez la vitesse de coupe, réduisez la profondeur de coupe et la vitesse d'avance, sélectionnez un matériau de coupe à conductivité thermique plus élevée (CVD + liquide de refroidissement suffisant).
6. Construire-Edge ?Dissolution de la pièce avec le bord de coupe Mauvaise rugosité de surface lors de la finition, résistance à la coupe accrue, coupe de matériaux souples.
Vitesse de coupe trop faible,Arête de coupe obtuse,Matériau d'outil inadapté.Augmentez la vitesse de coupe, augmentez l'angle de coupe, sélectionnez une petite force de collage.
Vous voulez en savoir plus sur ce produit